Đối với bất kỳ cơ sở sản xuất kim loại nào, không chỉ đơn thuần là việc ước tính thời gian cắt trên máy laser.
Trong lĩnh vực cung ứng công cụ máy móc, chúng ta thường tập trung chú ý vào hiệu suất của máy. Những câu nói quen thuộc như: “Tốc độ cắt thép bán kính nửa inch với nitơ là bao nhiêu? Thời gian đâm lỗ là bao lâu? Tỷ lệ tăng tốc là bao nhiêu? Hãy tiến hành nghiên cứu để biết được thời gian chạy máy.” Mặc dù đây là những điểm khởi đầu tốt, nhưng liệu chúng có phải là các yếu tố cần xem xét khi tìm công thức thành công không?
Khi chỉ dựa vào thời gian cắt để đưa ra ước tính có thể gây thất vọng lớn, đặc biệt khi lợi nhuận không nhiều.
Chi phí thực sự cho mỗi phần
Để xác định các chi phí ẩn trong quá trình cắt laser, chúng ta cần xem xét các yếu tố như: sử dụng lao động, thời gian vận hành máy, đảm bảo thời gian chạy ổn định và chất lượng của các bộ phận cắt, khả năng phải làm lại công việc và sử dụng vật liệu.
Tổng chi phí của một bộ phận được chia thành ba loại: chi phí thiết bị, chi phí công việc (như nguyên liệu mua hoặc khí hỗ trợ) và chi phí nhân công. Bằng cách phân tích chi tiết hơn, chúng ta có thể xem xét các mục con trong từng loại chi phí (xem Hình 1).
Khi tính toán chi phí cho một công việc tổng thể hoặc cho mỗi bộ phận, các mục trong Hình 1 sẽ đại diện cho một phần của tổng chi phí. Tuy nhiên, chúng ta cần chú ý đến tác động của mỗi cột chi phí lên các cột khác để có cái nhìn tổng thể rõ ràng hơn.
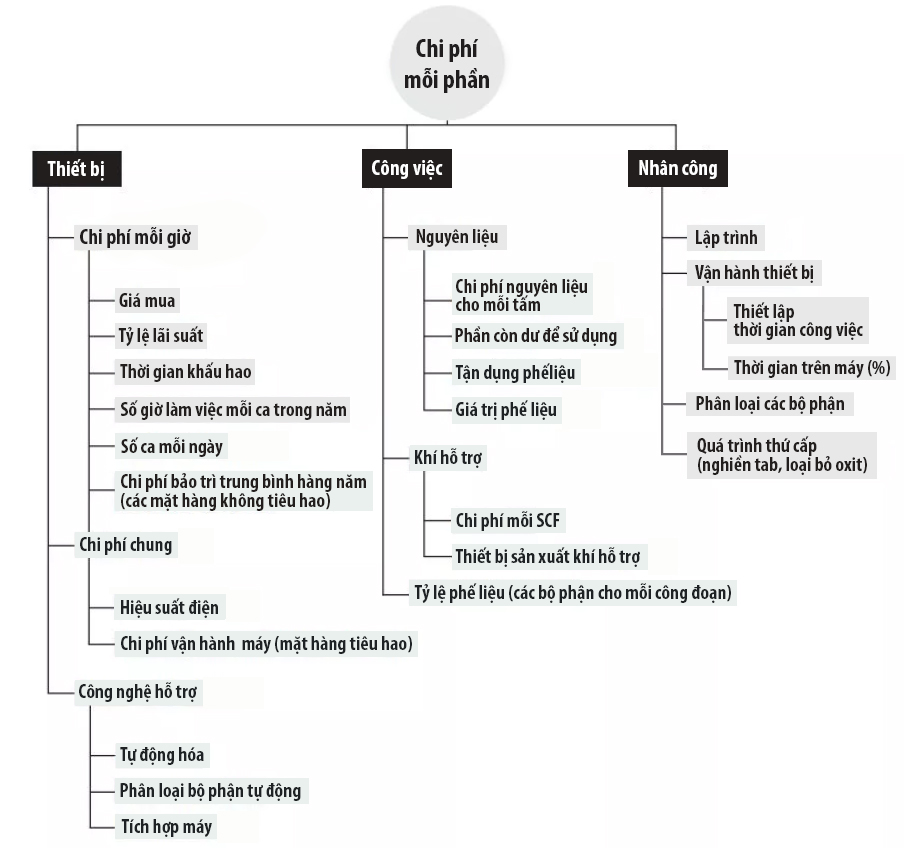
HÌNH 1. Ba lĩnh vực chính ảnh hưởng đến chi phí cho mỗi bộ phận: thiết bị, chi phí công việc (bao gồm vật liệu và khí hỗ trợ được sử dụng) và nhân công. Cả ba sẽ chịu trách nhiệm về một phần của giá trị tổng thể.
Ổn định quy trình nhờ chiến lược cắt chung đường và miếng gắn nano
Ý tưởng tận dụng tối đa vật liệu có thể không phải là một điều mới mẻ, nhưng chúng ta phải cân nhắc lợi ích của nó so với những yếu tố khác. Khi tính toán chi phí cho một bộ phận, chúng ta thấy rằng trong hầu hết các trường hợp, vật liệu chiếm phần lớn chi phí.
Để tận dụng tối đa vật liệu, chúng ta có thể áp dụng các chiến lược như cắt chung đường (CLC). CLC giúp tiết kiệm vật liệu và thời gian cắt, vì một lần cắt tạo ra hai cạnh của bộ phận cùng một lúc. Nhưng kỹ thuật này có một số hạn chế. Nó phụ thuộc rất nhiều vào hình dạng của bộ phận. Các bộ phận nhỏ, dễ bị đổ sẽ cần được kết hợp với nhau để đảm bảo quá trình cắt diễn ra ổn định, và ai đó phải tách rời và có thể phải mài mòn các bộ phận đó. Điều này tốn thời gian và chi phí chi trả cho lao động.
Việc tách bộ phận có thể đặc biệt khó khăn đối với vật liệu dày, và ở đây, công nghệ cắt laser đang giúp tạo ra các “nano tabs” (điểm liên kết nhỏ) có độ dày cắt giảm hơn một nửa, giúp giữ cho các chi tiết không bị di chuyển hoặc rơi ra khỏi vị trí của chúng trong quá trình cắt. Việc này không ảnh hưởng đến thời gian chạy, vì tia laser vẫn nằm trong rãnh cắt, không cần phải cho lại vật liệu sau khi tạo ra nano tabs. Tuy nhiên, công nghệ như vậy chỉ có sẵn trên một số máy.
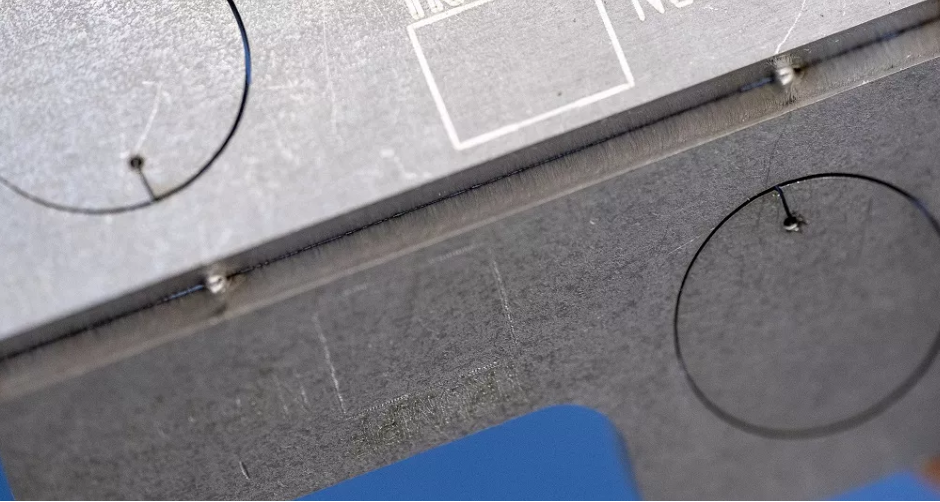
Những cải tiến về cắt laser tập trung vào bức tranh tổng thể chứ không chỉ tốc độ cắt. Ví dụ: phương pháp chia miếng gắn nano này nối hai phôi được cắt dọc theo một đường chung, giúp việc tách phần dày trở nên dễ dàng hơn.
Vị trí vòi phun và lưu lượng nitơ
CLC phụ thuộc rất nhiều vào hình dạng bộ phận, vì vậy trong hầu hết các trường hợp, chúng ta cố gắng thu hẹp độ rộng của đường nối trên một lớp sắp xếp hơn là làm cho chúng biến mất hoàn toàn. Đường nối trở nên hẹp hơn. Nhưng còn vấn đề về các bộ phận lật mặt và gây va chạm thì sao? Các nhà sản xuất máy công cụ cung cấp các giải pháp khác nhau, nhưng một phương pháp mà ai cũng có thể thực hiện là tăng độ lệch tâm của vòi phun.
Xu hướng trong vài năm qua đã giảm khoảng cách từ vòi phun đến phôi (vật chưa thành phẩm). Lý do cho điều này rất đơn giản: Các máy laser sợi quang hoạt động rất nhanh, và các máy laser sợi quang lớn thậm chí nhanh hơn nữa. Sự tăng cường về hiệu suất yêu cầu mức tăng tương đồng với tốc độ dòng nitơ. Một máy laser sợi quang công suất cao làm bay hơi và làm nóng chảy kim loại trong khe cắt nhanh hơn rất nhiều so với máy laser CO2.
Khiến thiết bị chậm lại sẽ phản tác dụng. Chúng ta có thể điều chỉnh vòi phun liên quan đến phôi. Điều này tăng lưu lượng khí hỗ trợ thông qua rãnh cắt mà không tăng áp suất. Trừ khi máy laser vẫn di chuyển rất nhanh và vấn đề lật úp các bộ phận trở nên phức tạp hơn.
Nếu gặp khó khăn đặc biệt trong phần lật úp, thì việc chọn một kỹ thuật cắt sử dụng độ lệch ống phun cao hơn sẽ hợp lý. Chiến lược này có hợp lý hay không phụ thuộc vào ứng dụng cụ thể. Chúng ta phải cân nhắc yêu cầu về sự ổn định của chương trình so với việc tiêu thụ khí hỗ trợ tăng lên do độ lệch ống phun cao hơn.
Một lựa chọn khác để giải quyết là tích hợp chức năng phá hủy phần sên, được tạo ra bằng cách thủ công hoặc tự động bằng phần mềm. Ở đây, chúng ta lại có một lựa chọn. Hoạt động phá hủy phần sên làm tăng độ tin cậy của quy trình, nhưng cũng làm tăng chi phí tiêu hao và làm chậm quá trình.
Để quyết định liệu có sử dụng chức năng phá hủy phần sên hay không, cách hợp lý nhất là xem xét khả năng phần lật úp bộ phận xảy ra. Nếu khả năng xảy ra cao và chúng ta không thể lập trình an toàn để tránh va chạm, thì chúng ta có một số lựa chọn. Một là cố định các bộ phận bằng microtab, hoặc cắt phần sên và để nó rơi xuống một cách an toàn.
Nếu đường viền là toàn bộ phần chính của sản phẩm, thì thực sự không có sự lựa chọn thay thế – chúng ta sẽ cần phải đánh dấu nó bằng cách lập tab. Nếu đường viền bên trong gây ra vấn đề thì chúng ta cần so sánh thời gian và chi phí của việc lập tab và phá hủy phần sên.
Câu hỏi đặt ra bây giờ là về chi phí. Việc thêm một microtab có làm cho việc rút bộ phận hoặc phần sên ra khỏi khuôn gặp khó khăn hơn không? Nếu chúng ta thực hiện phương pháp phá hủy phần sên, thì thời gian chạy của máy laser sẽ tăng. Nhưng liệu chi phí có rẻ hơn khi tăng lao động để thực hiện phân tách? Hay tăng thời gian chạy theo tỷ lệ giờ của máy sẽ rẻ hơn? Với tốc độ làm việc theo giờ của máy cao hơn, điều quan trọng là xem có bao nhiêu phần sên cần được cắt thành các mảnh nhỏ một cách an toàn.
Yếu tố lao động
Lao động là một yếu tố đóng góp lớn vào chi phí, và quan trọng là phải quản lý điều đó khi cố gắng cạnh tranh với các thị trường có chi phí lao động thấp. Gia công bằng máy cắt laser có liên quan đến công việc lập trình ban đầu (mặc dù chi phí giảm đi đối với các đơn hàng lặp lại) cũng như công việc liên quan đến vận hành máy. Càng tự động hóa máy, chúng ta có thể áp dụng một tỷ lệ nhỏ hơn của mức giá theo giờ của nhân viên vận hành máy laser vào công việc đó.
“Tự động hóa” trong quá trình cắt bằng laser thường liên quan đến việc xử lý và phân loại vật liệu, nhưng có nhiều loại tự động hóa khác trong máy laser hiện đại. Các thiết bị hiện nay có khả năng thay đổi ống phun tự động, giám sát chất lượng cắt và kiểm soát tốc độ. Đó là một khoản đầu tư, nhưng việc tiết kiệm lao động có thể bù đắp được chi phí đó.
Tốc độ tính theo giờ của máy cắt laser phụ thuộc vào năng suất. Ví dụ, khối lượng sản phẩm được sản xuất bằng máy chỉ trong một ca làm việc, nhưng trước đây phải tiêu tốn trong hai ca. Trong trường hợp này, chuyển từ hai ca làm việc xuống một ca có thể làm tăng gấp đôi tốc độ theo giờ của máy. Khi mỗi máy sản xuất nhiều hơn, chúng ta giảm số lượng máy cần thiết để thực hiện cùng một lượng công việc. Khi chúng ta giảm một nửa số lượng máy laser, chúng ta cũng giảm một nửa chi phí lao động.
Giới thiệu về OEE
Đương nhiên, những khoản tiết kiệm này sẽ bị mất đi nếu thiết bị của chúng ta không đáng tin cậy. Các công nghệ xử lý khác nhau giúp duy trì thời gian hoạt động của máy cắt laser, bao gồm giám sát tình trạng máy, kiểm tra ống phun tự động và cảm biến ánh sáng tán xạ để phát hiện tạp chất trên kính bảo vệ đầu cắt. Ngày nay, chúng ta có thể sử dụng tính thông minh của các máy hiện đại để hiển thị thời gian còn lại cho đến lần bảo dưỡng tiếp theo.
Tất cả những tính năng này giúp tự động hóa một số khía cạnh của việc bảo dưỡng máy. Cho dù chúng ta có một máy có những tính năng này hay chúng ta bảo trì thiết bị theo cách truyền thống (với sức lao động và thái độ tích cực), chúng ta phải đảm bảo rằng các nhiệm vụ bảo trì được thực hiện tốt và đúng thời hạn.
Để đạt hiệu suất tổng thể của thiết bị (OEE) cao, máy móc cần vận hành ở trạng thái tối ưu. OEE là chỉ số đo lường năng suất sản xuất và cho biết phần trăm thời gian sản xuất thực sự hiệu quả. Một OEE đạt 100% có nghĩa là chúng ta chỉ sản xuất những bộ phận tốt, với tốc độ tối đa và không có thời gian dừng máy. Để đạt được OEE cao, chúng ta cần xem xét ba yếu tố chính: Tính khả dụng, Hiệu suất và Chất lượng. Tuy nhiên, tiêu chuẩn trong thực tế chỉ gần đạt mức 60%. Trong hầu hết các trường hợp, việc đạt được 100% OEE là không thể.
Hãy tưởng tượng rằng chúng ta nhận được một yêu cầu báo giá (RFQ) cho 25.000 bộ phận từ một khách hàng lớn và nổi tiếng. Việc giành được công việc này có thể ảnh hưởng lớn đến sự phát triển tương lai của công ty chúng ta. Vì vậy, chúng ta đưa ra báo giá là 100.000$ và khách hàng đã chấp nhận. Đó là tin tốt. Tuy nhiên, tin xấu là lợi nhuận của chúng ta rất mong manh. Vì lý do này, chúng ta phải đảm bảo OEE cao nhất có thể. Để thu lợi nhuận, chúng ta phải làm mọi thứ có thể để tăng các khu vực hiệu quả (màu xanh) trong hình 2 và giảm các khu vực không hiệu quả (màu cam).

Hình 2. Cần chú trọng tăng các khu vực màu xanh và giảm khu vực màu cam
Khi làm việc với tỷ suất lợi nhuận thấp, bất cứ điều gì bất ngờ đều có thể ảnh hưởng và thậm chí là làm mất lợi nhuận. Liệu chương trình kém chất lượng có làm hư hỏng đầu phun không? Các quy tắc cắt không tốt có làm ô nhiễm kính bảo vệ không? Tôi gặp thời gian dừng ngoài dự kiến, và tôi phải tạm ngưng sản xuất để thực hiện bảo trì – điều đó sẽ ảnh hưởng đến sản xuất như thế nào?
Lập trình hoặc bảo trì kém chất lượng có thể khiến tốc độ tiến dao mà chúng tôi kỳ vọng và ước tính giảm xuống. Điều này làm giảm OEE và kéo dài tổng thời gian sản xuất – ngay cả khi người vận hành không làm gián đoạn quá trình sản xuất để xem xét các thông số máy.
Ngoài ra, những bộ phận được sản xuất có thực sự được chuyển đến khách hàng, hay có một số bộ phận bị vứt vào thùng phế liệu? Điểm chất lượng thấp trong phép tính OEE thực sự có thể gây tổn hại.
Chi phí sản xuất cho công nghệ cắt laser nhiều chi tiết hơn so với tính phí cho thời gian cắt laser trực tiếp. Các công cụ hiện đại cung cấp nhiều tùy chọn để giúp các nhà sản xuất đạt được mức độ minh bạch cao để cạnh tranh. Để có lợi nhuận, chúng ta chỉ cần biết và hiểu rõ tất cả các chi phí ẩn của mọi thứ chúng ta phải trả khi bán một sản phẩm.
CÔNG TY TNHH KỸ THUẬT - CÔNG NGHỆ NAM SƠN
Đối tác đáng tin cậy hàng đầu về giải pháp công nghệ Laser tại Việt Nam.
- Trụ sở chính HCM: 51-53 Phổ Quang, Phường Tân Sơn Hòa, TP. HCM
- Chi nhánh HN: 64 Phố Trúc Khê, Phường Láng, Hà Nội
- Điện thoại: (028) 3997 4421
- Hotline: 0909 961 715
- Fax: (028) 3997 4423
- Email: [email protected]
- Website: https://namson.com.vn
- Fanpage: https://www.facebook.com/namsonlaser/
Liên hệ với chúng tôi để tìm giải pháp laser tối ưu cho doanh nghiệp.
NHẬN XÉT TỪ KHÁCH HÀNG
Nếu có bất kỳ thắc mắc nào cần giải đáp.
Bạn có thể điền thông tin vào form bên phải
và gửi về cho chúng tôi.
Chúng tôi sẽ phản hồi bạn trong thời gian sớm nhất.
TRỤ SỞ CHÍNH
Địa chỉ : 51-53 Phổ Quang, Phường Tân Sơn Hòa, TP. HCM
Điện thoại: (028) 3997 4421
Fax: (028) 3997 4423
E-mail: [email protected]
© Copyright namson inc. 2020. all right reserved 